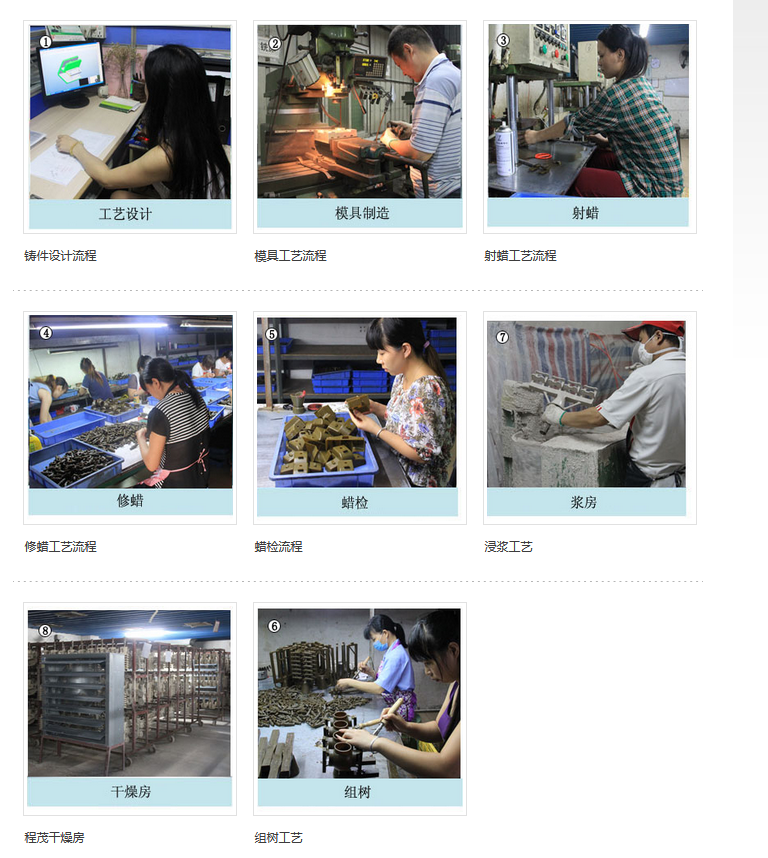
精密铸造的工序流程
一、补焊:
1、启动前的查验工作中,看是不是更换焊机零配件随后按广论打开氩弧焊机,调准需要的数据信息。
2、有关铸件的沙孔,应当先把砂烤成,随后加适当焊丝补平沙孔,一般焊过的件在未修以前应平行或高过焊点周边,绝不允许低。
3、焊丝的大小应根据精密铸造件缺陷的尺寸而定。
4、焊不一样材料的铸件要用不一样材料的焊丝。悍机的电流量氩气,还要映衬调养,尤其留心更换零部件时要封控开关电源。
二、气沙轮片修件:
1、掌握铸件的构造、焊斑、毛边、毛边要修完全。
2、坚持不懈原有形状,平面图要修平,弧形要修顺,根据不一样位置挑选较为合适的沙轮片头避免毁坏铸件的原有构造。
3、修件必然要一次取得成功,不可发生再维修状况。
4、总会物品加油。
三、砂布袋修件:
1、先掌握铸件的规定和检查规范。
2、在修的全过程中,应坚持不懈铸件的原有形状、棱边的完好无损。
3、不必用力过猛,要适度,避免将件磨过、磨废。
4、留心到让件与砂布袋坚持不懈必然聚焦点,保证修成的件与正本相附。
四、整形全过程中应留心以下几个方面:
1、在回应铸件的原有形状和检查规范。
2、在整形全过程中动脑子追寻合适的整形方式,整形全过程时要保证自查,用劲要适度,防止磕伤铸件。
3、整完形后,用测量仪器查验铸件和全体人员形状是不是与原有的形状相同。
[返回列表]